Have you ever looked closely at something handmade, perhaps a beautiful piece of pottery or a vibrant glass sculpture, and noticed a tiny, unexpected bubble or a subtle texture that wasn't perfectly smooth? There’s a peculiar charm in these little imperfections, a whisper of the process, a hint of the forces at play during its creation. Today, we're going to explore a fascinating parallel from the world of metalwork, but through a lens of curiosity and creative understanding: what causes porosity in a weld?
Now, before you grab a welding torch, let’s clarify! We're not encouraging you to intentionally create "flaws." Instead, think of understanding porosity as gaining insight into the secret life of materials. For artists and sculptors, it’s about appreciating how a material reacts, how gases might get trapped, and how these scientific principles can inform your own tactile art. For hobbyists, it’s a lesson in the importance of preparation and a controlled environment, principles applicable whether you're baking a cake or building a model. Casual learners will find it simply captivating—a tiny peek behind the curtain of how things are made, revealing the delicate balance required for strength and beauty.
So, what exactly is this "porosity"? Imagine it like tiny, trapped air bubbles or gas pockets within the solidified metal, much like the delicate bubbles you might find in artisan bread or a block of handmade soap. These fascinating imperfections come in various "styles" or manifestations. You might see surface porosity, looking like tiny pinholes on the finished piece, or perhaps internal porosity, hidden deeper within, like secret caverns. Sometimes it can even form longer, worm-like trails! Each variation tells a story of the gases that were present and couldn’t quite escape before the metal solidified into its final, rigid form.
What causes these intriguing phenomena? It’s often a delicate interplay of factors. Picture it like this:
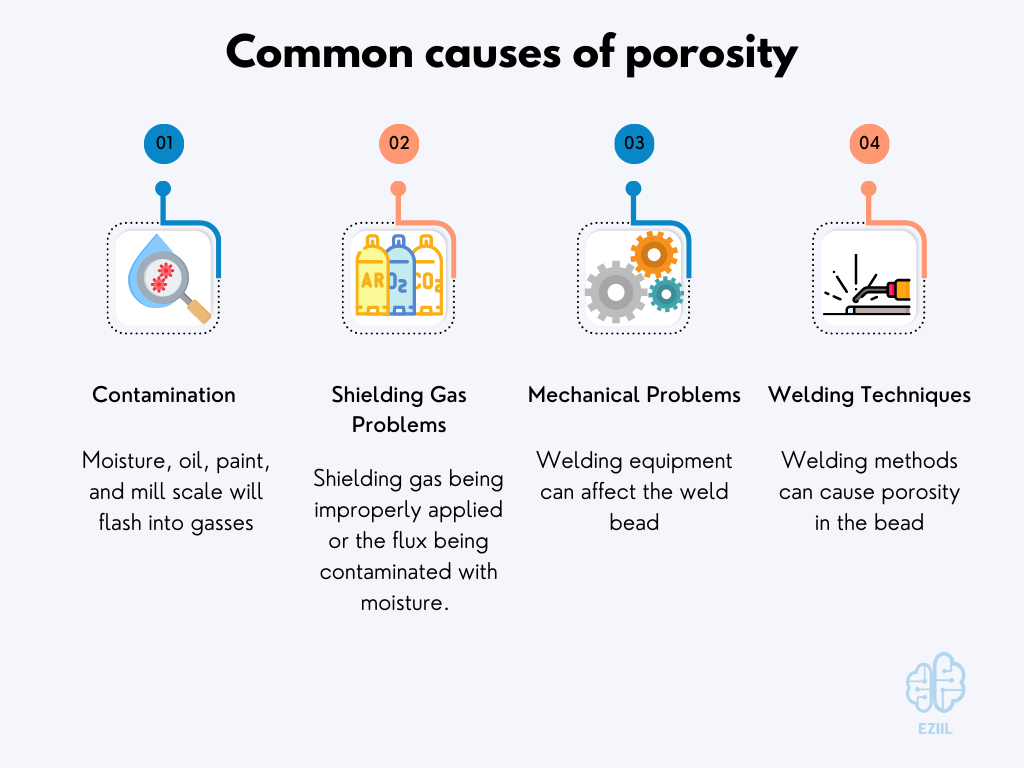
- The "Uninvited Guests" (Contaminants): Just as dust can ruin a perfect glaze on pottery, moisture, oil, or rust on the metal surface can introduce gases (like hydrogen from water) that get trapped as the molten metal cools. Think of it as trying to mix paint on a greasy palette – it just won't come out right!
- The "Speedy Solidifier" (Cooling Rate): If the metal cools too quickly, the gases don't have enough time to escape before the metal hardens, trapping them inside. It’s like trying to get all the air out of a rapidly setting concrete mix.
- The "Windy Day" (Shielding Gas Issues): In many welding processes, a protective "shielding gas" is used to keep atmospheric gases (like oxygen and nitrogen) away from the molten metal. If this shield is disrupted (by a draft, an incorrect flow, or a leak), those atmospheric gases eagerly rush in and get caught. Imagine trying to keep a sandcastle perfectly smooth on a windy beach!
- The "Too Much Power" (Incorrect Parameters): Sometimes, if the heat is too intense or the speed is off, it can create a turbulent molten puddle, stirring in gases like a vigorous whisk, making it harder for them to escape.
Want to try understanding this concept at home in a safe, fun way? You can’t exactly weld, but you can simulate the principles! Try mixing baking soda and vinegar in a clear glass and watch the gas bubbles struggle to escape through the thickening foam. Or, observe what happens when you pour quick-setting resin or even melt some chocolate: can you see tiny air pockets getting trapped as it solidifies? Pay attention to how cleanliness, mixing, and cooling affect the final texture. It’s a wonderful, hands-on way to grasp the microscopic dramas unfolding in materials all around us.
Understanding what causes these small "flaws" isn't about aiming for imperfection. It's about appreciating the precision and artistry required to create strength and beauty. It’s enjoyable because it deepens our understanding of the world, transforming a technical concept into a captivating lesson about patience, process, and the hidden stories within every crafted object.