Alright, picture this: You’re assembling some flat-pack furniture – you know the drill, confusing instructions, tiny allen key, maybe a minor existential crisis. You finally get everything tightened, it looks solid, you give it a little wiggle, and it seems okay. Then, a week later, you lean on it, and snap. The whole thing collapses like a house of cards. What happened? Everything looked good, but somewhere, something didn't quite connect properly, right?
That feeling of superficial connection, of something not quite digging in deep enough to do its job properly? Yeah, that’s pretty much the vibe we’re talking about today, but in the glorious, sparks-flying world of welding. We’re diving into the wonderfully descriptive, slightly cringe-inducing topic of Lack of Penetration in welding.
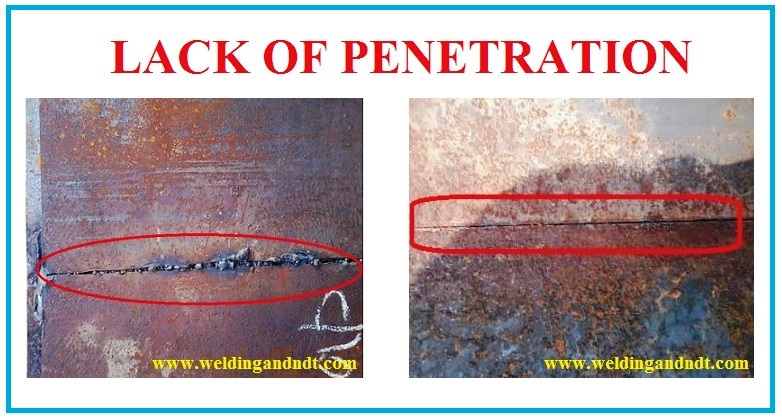
What Even IS Lack of Penetration?
So, you’ve got your base metals – let’s say two pieces of steel – and you’re trying to join them with a weld bead. When we talk about penetration, we mean how deep that molten weld metal melts into and fuses with the original base material. Think of it like stirring sugar into your coffee; you want it to dissolve and become part of the drink, not just sit on top like a sad, sugary island.
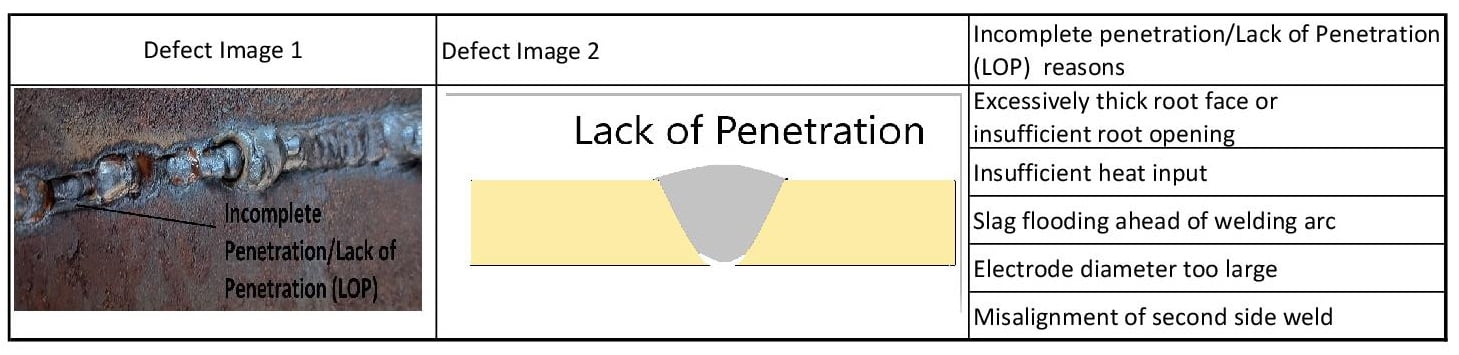
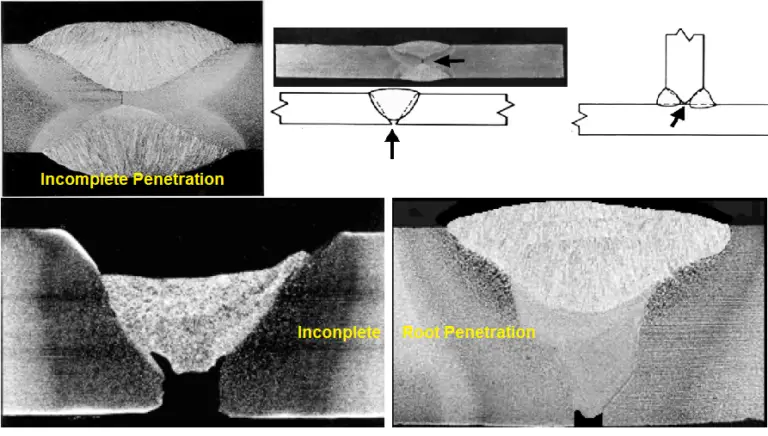
Lack of penetration (LoP), then, is exactly what it sounds like: the weld metal hasn’t melted deeply enough into the joint. It might look perfectly fine on the surface – a nice, even bead, perhaps even shiny – but underneath, it’s just sitting there, barely holding on for dear life. It’s the welding equivalent of a handshake where only your fingertips meet. Looks friendly, but there's absolutely no grip.
Why Should You Care? (Spoiler: It's a Big Deal!)
Okay, so it doesn't look deep enough. Big deal, right? Wrong! This isn't just about aesthetics, my friend. A weld with LoP is fundamentally weak. It creates what we call a stress concentrator – basically, a tiny spot where all the force will try to rip the joint apart. This means your beautifully crafted project might just fail under load, leading to:
- Structural failure: Imagine a railing, a trailer hitch, or a critical component on a machine just giving up the ghost. Not ideal, right?
- Safety hazards: If something breaks unexpectedly, people (or pets!) could get hurt.
- Rework and waste: You'll have to grind it out and do it again, wasting time, materials, and your precious sanity.
- Reputational damage: If you're welding for others, a reputation for weak welds is not exactly a selling point.
The Usual Suspects: What Causes LoP?
So, how does this sneaky little defect creep into your otherwise perfect welds? Turns out, there are a few common culprits. Let’s play detective, shall we?
1. Not Enough Heat (Too Cold!)
This is probably the most common one. If your amperage is too low (or voltage for MIG/TIG), you're just not generating enough heat to properly melt the base metal. It’s like trying to cook a steak on a lukewarm grill – you’ll brown the outside, but the inside will be raw. You need that molten puddle to really dig in and fuse.

2. Moving Too Fast, Sonic the Welder!
Ever feel like you need to get the job done yesterday? If your travel speed is too high, you're not giving the molten puddle enough time to melt into the base metal before it solidifies. It's just skating across the surface. Slow down, breathe, and let the magic happen!
3. Poor Joint Prep (Or No Prep At All!)
Ah, the age-old temptation to skip steps. If you've got a really tight joint, say two pieces of thick steel butted right up against each other with no gap or no bevel, how is that weld metal supposed to get down in there? No joint gap, too small a bevel angle, or simply no beveling on thicker materials are prime causes. The weld literally can't reach the root.

4. Wrong Electrode/Wire Size
Using a fat electrode or wire on a thin joint with low amperage can also cause issues. The arc energy gets spread out too much, or the wire is just too big to create a focused, penetrating arc.
5. Incorrect Angle or Arc Length
The way you hold your torch or electrode matters. If your electrode angle is off, you might be directing the heat more towards one side or away from the root of the joint. Similarly, too long an arc length disperses the heat, reducing its ability to penetrate.
6. Contamination Station
Rust, paint, oil, mill scale – anything that acts as a barrier will prevent proper fusion. Always, always clean your base metal. It's not just good practice; it's essential for quality welds. Think of it as trying to stick two pieces of tape together with a layer of dust in between. Not gonna work, chief.
How to Fight Back Against LoP!
Don't despair, my fellow welders! Avoiding lack of penetration is totally achievable with a little knowledge and practice. Here's your battle plan:
- Dial in your settings: Always, always, always test your amperage, voltage, and wire speed on scrap material of the same thickness before you go for the real deal. Listen to the sound of the arc – it’s a great indicator!
- Prep like a pro: Bevel thick materials. Ensure you have the recommended root gap. Clean, clean, clean! Remove all rust, paint, oil, and mill scale. Your weld will thank you.
- Mind your travel speed: Find that sweet spot. You want the puddle to dig in, but not be so slow that it just piles up. Practice, practice, practice!
- Master your technique: Pay attention to your electrode angle and arc length. These seemingly small details make a massive difference.
- Use appropriate consumables: Match your electrode or wire size to your material thickness and joint design.
Ultimately, getting good penetration is about understanding how heat interacts with metal and giving it the best possible chance to do its job. It's about building a strong foundation, not just a pretty facade. So next time you’re laying down a bead, give a little thought to what’s happening underneath that molten puddle. Your projects (and your reputation) will be all the stronger for it. Happy welding!