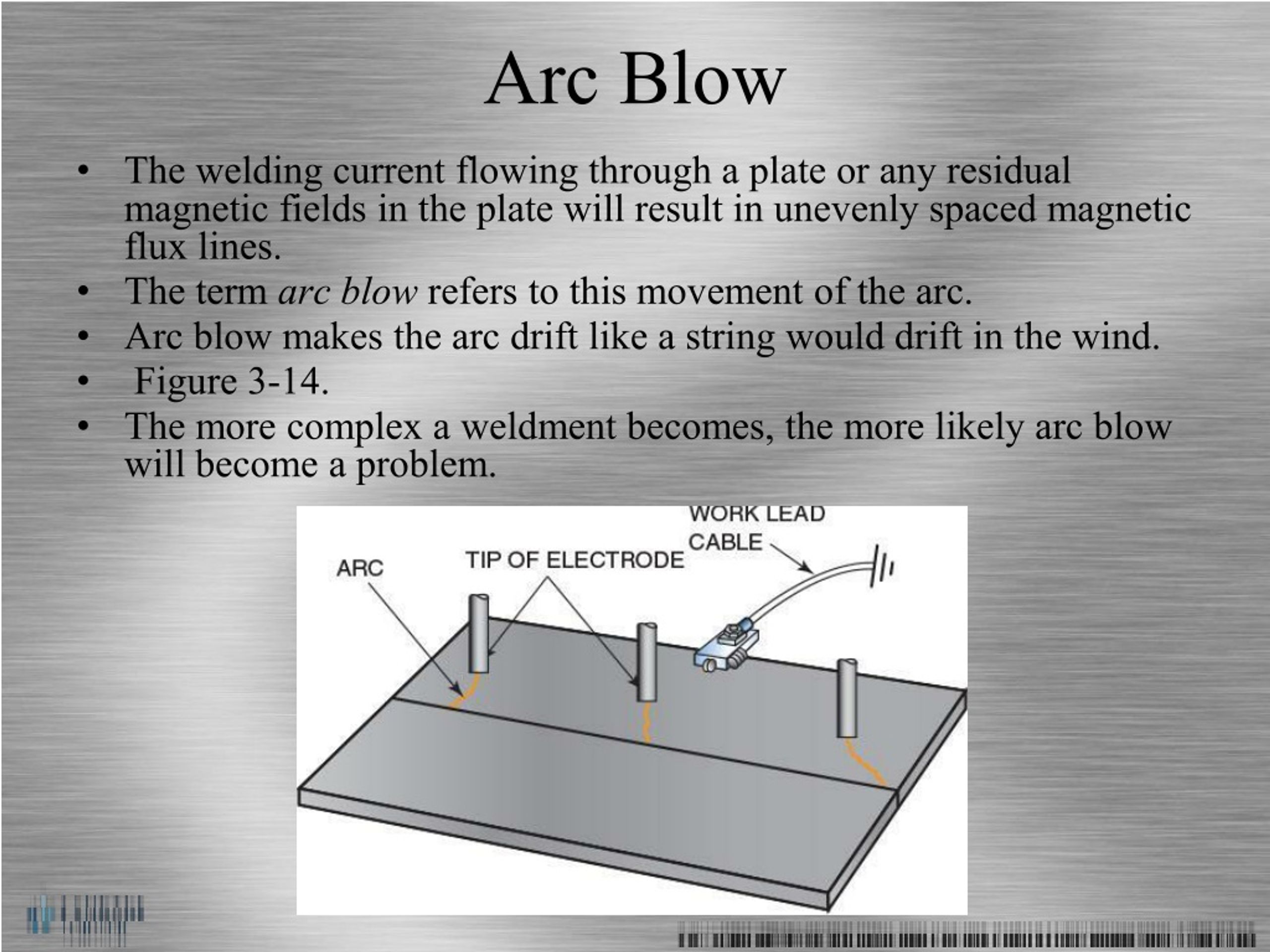
Alright, let’s talk about something that can turn a perfectly good welding day into a head-scratching, expletive-laden rodeo: arc blow. If you've ever been welding along, minding your own business, and suddenly your arc decides it wants to go on a rebellious adventure, zipping off in its own direction, you've met arc blow. It's like trying to walk a perfectly straight line after spinning around ten times – everything just goes a bit wobbly and unpredictable. Annoying, right?
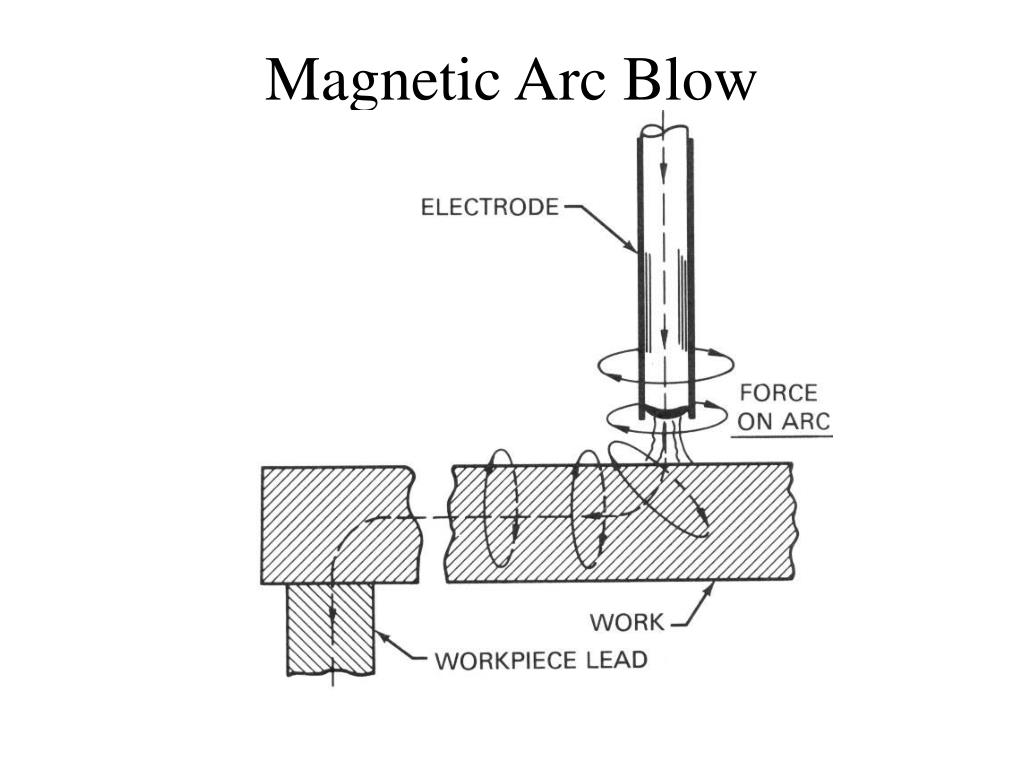
Imagine trying to spoon-feed a baby, but the spoon keeps darting sideways just as you get close to their mouth. Or trying to paint a straight line, but the brush keeps getting yanked to the left. That’s arc blow for welders! It’s basically the magnetic forces in your workpiece messing with your welding arc, causing it to deflect from its intended path. But fear not, my fellow metal whisperers, we've got some tricks up our sleeve to tame this invisible beast.
The Ground Game: Get a Grip!
This is probably the most common culprit, and it’s surprisingly simple. Think of your ground clamp as the anchor for your welding current. If that anchor isn’t doing its job properly – maybe it’s loose, or on a rusty spot, or too far away from where you’re welding – your current gets confused. It’s like trying to get Wi-Fi from the other side of the house; the signal just isn’t strong enough.
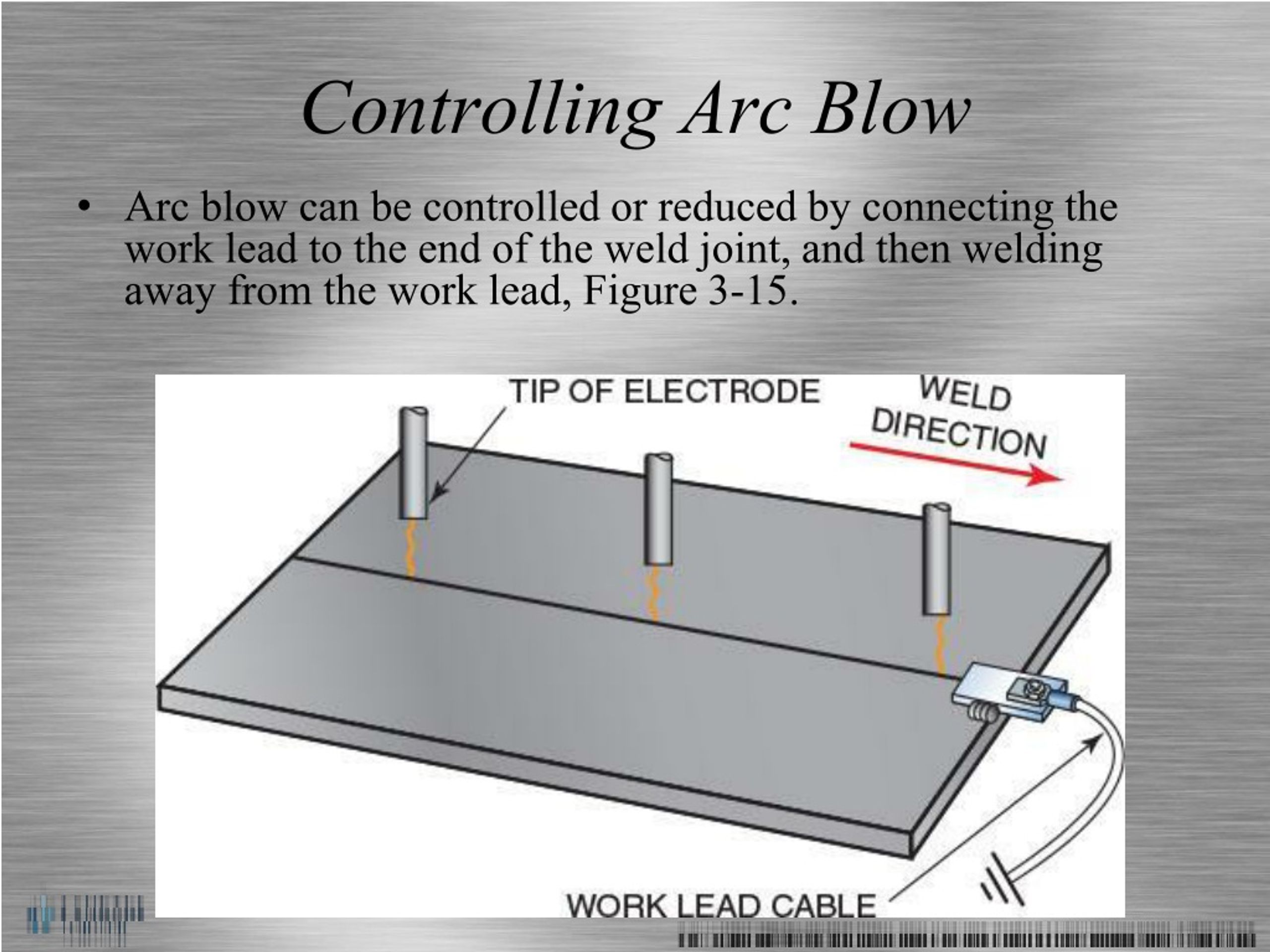
So, tip number one: check your ground connection. Make sure it's on clean, bare metal, and as close to your weld as safely possible. Sometimes, adding a second ground clamp, on the opposite side, can work wonders. It's like having two bodyguards holding the current exactly where it needs to be. No more rogue arcs trying to escape!
Shorten the Leash: Keep it Tight
Ever tried to control a puppy on a really long leash? They'll be darting off in every direction, sniffing every bush, chasing every leaf. A short leash gives you much more control. The same goes for your welding arc! A longer arc length gives arc blow more room to play havoc and push your arc around.
The fix? Try to maintain a shorter arc length. This gives the magnetic forces less leverage to deflect your arc. It’s like telling that rebellious arc, "Nope, not today, buddy! You're staying right here!"
Angle of Attack: Weld Into It
Sometimes, the arc blow is so persistent it feels like a mischievous sibling pushing you from behind. If your arc is consistently blowing ahead of your puddle, try adjusting your electrode angle to weld into the blow. It’s like pushing against a strong wind – you lean forward slightly to maintain your balance.
If the arc is blowing away, point your electrode slightly into the direction it's being blown. This effectively counteracts the magnetic force. It might feel a bit weird at first, like trying to steer a wonky shopping trolley, but once you get the hang of it, you'll be able to drive that arc straight!
The Weave Strategy: Spread the Love
If you're running a really narrow stringer bead, you’re essentially giving the arc blow a very specific, small target to mess with. Sometimes, a wider weave can help distribute the heat and the magnetic field, making the arc less susceptible to deflection. Think of it like trying to knock over a single domino versus a whole spread-out pattern – the single one is easier to destabilize.
A slight weave motion can sometimes help stabilize the arc, especially in situations where the magnetic fields are fluctuating. You're essentially "smoothing out" the magnetic interference across a slightly wider area.

Demagnetize: The Ultimate Reset Button
In some seriously stubborn cases, especially with ferromagnetic materials that have been machined or handled with magnetic lifting equipment, the workpiece itself can become highly magnetized. This is when you might need to bring out the big guns: demagnetization.
This process essentially neutralizes the residual magnetism in the metal, giving your arc a clean slate. It’s the ultimate "have you tried turning it off and on again?" for your metal, resetting it so your arc can behave. Not always necessary, but a lifesaver when all else fails.
Switching Current: AC to the Rescue!
If you're using DC (Direct Current) welding, you're more prone to arc blow. Why? Because the current flows in one direction, creating a consistent magnetic field. AC (Alternating Current), on the other hand, constantly reverses its direction (think 50-60 times a second!).
This constant reversal effectively neutralizes the magnetic field build-up in the workpiece. So, if you're battling persistent arc blow and your machine allows it, consider switching to AC current. It’s like having a built-in arc blow deflector, constantly cancelling out those pesky magnetic forces!
Arc blow can be a real pain, turning a simple task into a frustrating battle of wills between you and your metal. But with these strategies – from getting your ground right to considering AC current – you'll be well-equipped to tell that rogue arc who's boss. So next time your arc tries to do its own thing, remember these tips, take a deep breath, and show that magnetic field who’s really in control!