Alright, let's talk about something that's super important in the world of TIG welding but often feels a bit like a mystery guest: filler material. You know, those skinny rods you feed into the molten puddle? Yeah, those guys! They might look unassuming, but trust me, they're the unsung heroes of many a beautiful TIG weld.
Think of TIG welding filler as the special "glue" or the "extra oomph" that turns two separate pieces of metal into one happy, strong, unified piece. Unlike some other welding processes where the electrode itself melts and becomes the filler (looking at you, Stick and MIG!), TIG welding often uses a separate, non-consumable tungsten electrode. That means we need something else to fill the joint. Enter our trusty filler rod!
Why Do We Even Need This Stuff?
Good question! While TIG can be done without filler sometimes (we call that "autogenous" welding, usually on thin material or a tight fit-up), most of the time you'll want it. Why? Well, for starters, it adds strength. When you melt two pieces of metal together, you're essentially creating a little valley. The filler rod swoops in like a superhero, filling that valley and reinforcing the joint, making it robust enough to withstand whatever stresses come its way.
It also helps bridge gaps. Let's be real, our fit-ups aren't always perfectly zero-gap. Sometimes there's a little space, and trying to fuse that without filler would just make things worse, creating undercut or a weak spot. The filler rod is your best friend here, neatly filling those tiny imperfections.
The Many Flavors of Filler Rods (Not for Eating!)
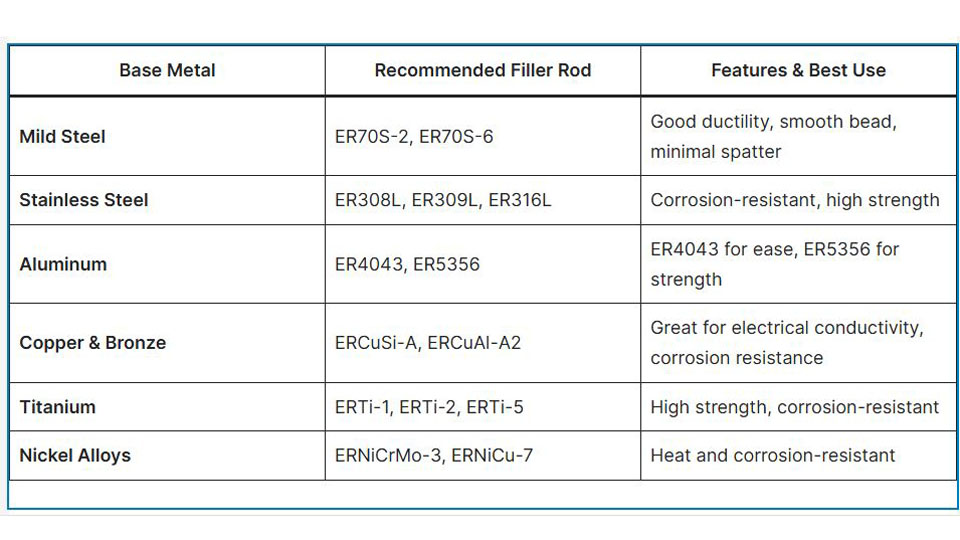
Just like you wouldn't use wood glue to stick metal together, you can't use just any filler rod for any metal. Oh no, that would lead to all sorts of metallurgical mischief! Filler rods are specifically engineered to match or complement the base metal you're welding. Let's look at some common players:

Steel Filler (The Workhorse)
- ER70S-2: This is a super popular choice for mild steel. It's got deoxidizers in it, which means it helps clean up any rust or mill scale that might be lurking, giving you a nice, clean weld. Think of it as the multi-tool of mild steel fillers.
- ER70S-6: Another great option for mild steel, especially when you need a bit more deoxidizing action or are welding slightly dirtier material. It tends to flow beautifully.
Using the wrong steel filler is like trying to put a square peg in a round hole – it just doesn't quite fit, and your weld won't be as strong or pretty.
Stainless Steel Filler (The Shiny Crew)
- 308L: Your go-to for welding common stainless steels like 304 and 304L. The "L" stands for low carbon, which helps prevent carbide precipitation (a fancy way of saying it keeps your stainless from getting brittle or less corrosion-resistant in the heat-affected zone).
- 309L: This one is a bit of a chameleon! It's great for welding dissimilar metals, like joining stainless steel to mild steel. It's got higher alloy content, making it more forgiving.
- 316L: If you're welding 316L stainless (the kind with added molybdenum for extra corrosion resistance, often found in marine or chemical applications), this is your guy. It ensures your weld matches the base metal's corrosion properties.
Mismatched stainless filler can lead to rust or cracking, and nobody wants that after all that careful TIG work!
Aluminum Filler (The Lightweight Champions)
- 4043: Very common for welding most cast and wrought aluminum alloys (like 6061). It contains silicon, which helps improve fluidity, reduces cracking, and makes for a super smooth, pretty weld bead. It's like the easy-mode button for aluminum TIG.
- 5356: This one has magnesium! It's stronger than 4043 and often chosen when you need higher strength or if the part is going to be anodized (as 4043 can turn dark after anodizing). Great for marine applications too, as it's more corrosion-resistant in saltwater.
Choosing between 4043 and 5356 depends on your specific aluminum alloy and what properties you need in the finished weld. Don't try to weld a bicycle frame with aluminum filler meant for a cast engine block – unless you're aiming for a very brief ride!

The Art of Choosing and Using
The golden rule? Match your filler to your base metal! If you're unsure, check the material's specifications or consult a welding chart. It's better to ask than to create a weld that's beautiful on the outside but secretly plotting its own failure on the inside.
When it comes to using it, it's a bit like a delicate dance. You're holding the filler rod in one hand, feeding it into the molten puddle created by your TIG torch. The goal is to dip the rod smoothly and consistently into the puddle, letting the arc melt off just the right amount, then withdrawing it slightly before dipping again. Keep that rod clean – don't let it touch your tungsten or get contaminated!
![How to TIG Weld Stainless Steel [Explained] - WeldingWatch](http://weldingwatch.com/wp-content/uploads/2023/12/Tog-welding-filler-metals-1920x961.jpg)
A Few Friendly Reminders
Cleanliness is next to weld-liness! Always make sure your filler rods are clean and free of dirt, oil, or corrosion. Store them properly, ideally in a dry, sealed tube or cabinet, to keep them pristine. Contaminated filler equals contaminated welds, and nobody wants a swiss cheese weld.
And remember, practice makes perfect. Don't get discouraged if your first few filler additions look a bit like a startled spider. Keep at it, get comfortable with the rhythm, and soon you'll be laying down beads that would make a robot jealous.
So, there you have it – the lowdown on TIG welding filler material. It's not just a fancy stick; it's a vital component that brings strength, beauty, and integrity to your welds. Understanding which one to use and how to use it is a huge step toward becoming a TIG master. Go forth, grab your torch, pick the right rod, and melt some metal with confidence!