Alright, let's talk about something near and dear to many a welder's heart, or perhaps, their calloused hands: the good old 5/32 welding rod 6010. Specifically, we're diving into the mysterious, often frustrating, but ultimately rewarding world of its amperage settings. It's like trying to find the perfect volume for your favorite song – too low and you can't hear the good stuff, too high and your neighbors start sending angry texts.
The 6010: Your Roughneck Friend
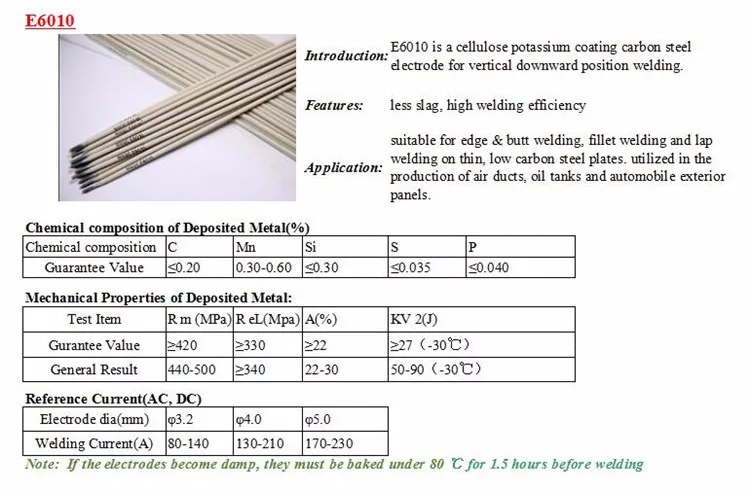
First, a quick intro to our star. The 6010 rod isn't some fancy, high-maintenance diva. Oh no. This is the guy who shows up to the party in a ripped t-shirt, ready to get down and dirty. It's known for its deep penetration, its ability to cut through grime like a hot knife through butter, and its forgiving nature when you're not working on pristine, factory-fresh metal. Think of it as the ultimate problem-solver when you're dealing with rusty farm equipment, an old fence post, or anything that hasn't seen a wire brush in a decade. It’s got that aggressive, digging arc that just says, "Let's get this done."
The 5/32 Size: A Serious Stick
Now, when we're talking 5/32 diameter, we're not messing around with tiny, delicate work. This isn't for welding a broken earring back together. This is for when you've got some real steel to join, some beefy metal that needs a serious bond. It's the big brother in the 6010 family, demanding a bit more respect and, naturally, a bit more juice. You know, like trying to get a full-size SUV moving compared to a golf cart. Both need power, but one needs a lot more oomph!
Amperage: The Goldilocks Zone
And here's where the magic, or the mayhem, happens. Amperage. It's the lifeblood of your arc, the force that pushes that molten metal where it needs to go. Getting it right for your 5/32 6010 is like finding that perfect temperature for grilling a steak – too cold and it's raw, too hot and it's charcoal.
Too Low: The Annoying Sputter
Ever tried to start a stubborn lawnmower on a cold morning? That sputtering, dying cough? That's what welding with too low amperage feels like. Your 5/32 6010 rod will stick to the workpiece like a cheap fridge magnet. You'll scratch, you'll tap, you'll curse under your breath, and then you'll finally manage to get an arc, only for it to sputter out after an inch, leaving behind what looks suspiciously like a trail of bird droppings. The puddle won't form nicely, there's no real penetration, and you'll just end up frustrated with a handful of half-used rods and a whole lot of slag. It's like trying to win a wrestling match with spaghetti.

Just Right: The Sweet Symphony
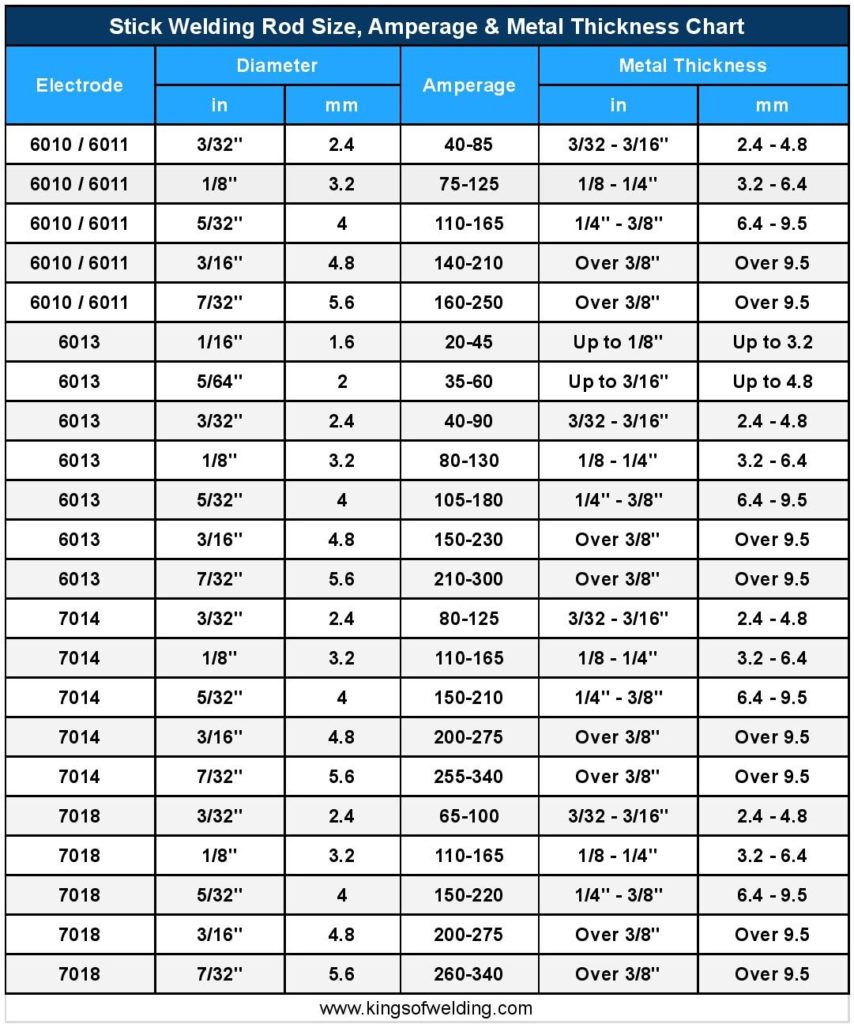
Ah, but then you dial it in. You hit that sweet spot. For a 5/32 6010, depending on your machine and material thickness, you're usually looking somewhere in the 100-150 amp range, give or take. And suddenly, it's like the heavens open! The arc hums with a confident, consistent crackle – the sound of bacon sizzling perfectly in a pan. The puddle forms beautifully, a molten, flowing river of steel. You can see that glorious keyhole opening up, letting you know you're getting deep, strong penetration. The rod burns smoothly, the slag peels off easily, and your bead looks like something a robot meticulously laid down. This is where the weld whispers secrets of strength and integrity. It’s a moment of pure zen, a dance between man and machine. You just know it's right.
Too High: The Molten Mayhem
Then there's the other end of the spectrum: too much amperage. This is like turning a garden hose into a firehose – sheer, uncontrolled power. Your 5/32 6010 rod will vaporize faster than a free donut at a construction site. The arc becomes wild, spitting and sputtering molten metal everywhere. You'll blow holes straight through thinner material (hello, keyholing on steroids!). The puddle becomes impossible to control, sagging and dripping like a sad ice cream cone on a hot day. You'll get undercut, excessive spatter, and a bead that looks like it was laid down by a hyperactive squirrel. It’s frustrating, messy, and totally counterproductive. You’re not welding; you’re just making a bigger mess for yourself.
Factors and Feel: It's a Journey
Now, remember, these amperage ranges are guidelines, not commandments etched in stone. Your specific welder (AC vs. DC, old vs. new), the thickness of your metal, your welding position (flat is easier than overhead!), and even your personal style will influence that perfect setting. Think of it like cooking a family recipe – the ingredients are set, but your grandma's touch always made it taste a little better. You've got to experiment, listen to the arc, watch the puddle, and feel the rod. It's a tactile skill, a conversation between you and the metal.
The Reward: A Job Well Done
So, next time you're striking an arc with that mighty 5/32 6010 rod, remember the Goldilocks principle. Don't be too low and sticky, don't be too high and splattery. Aim for that just right zone where the arc sings, the puddle flows, and the weld forms like a piece of art. It’s that moment of pure satisfaction when you chip away the slag and see a beautiful, strong bead staring back at you. That, my friends, is the joy of mastering 5/32 6010 amperage – making tough metal bend to your will, one perfect sizzle at a time.